Hull Design Defects
Part II
Boat Hull Failure: Causes & How to Identify Them
by David Pascoe
Anyone who has ever seen airframe construction, particularly jet aircraft, understands why aircraft can be built with skins that are extremely thin. And while an aircraft isn't subjected to the same type of forces as a boat hull, the fuselage is the hull and must be strong in different ways.
Rather than being framed, one could correctly say that an airframe is corrugated, for that's exactly what it is. The skin can be extremely thin because the frames are so close together.
- Girders (Stringers), Frames & Panels
- Upside Down Bridge
- Fiberglass Laminates
- Causes of Panel Failure
- Hard Spots or Hinge Effect
- Stress Cracks
- Cracking due to Overall Panel Deflection
- Age of Boat
- Prominence of Cracks
- Number of Parallel Cracks
- Delamination
- Cored Bottoms
- Stress Cracking on Hull Sides
- Liners
- Grid/Liners
- Interior Effects of Weak Hulls
- Effects of Speed
- 5 photos
- Illus. #1 - Hard spot caused by improper stringer design & installation
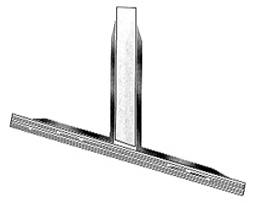
- Illus. #2 - Natural hinge points
Hull Design Defects Part I
Girders (Stringers), Frames & Panels
Boat hulls, of course, are not built that way, although they could be. Wooden canoes or clinker construction is similar. Instead, modern fiberglass boat hulls relay on a limited number of major girders and frames.
Girders, or stringers as they're called in yacht construction, serve a dual purpose of both supporting the bottom and providing longitudinal rigidity to the hull. Frames provide lateral support but very limited transverse stability so that they have only one purpose and that is to support the bottom.
Upside Down Bridge
It is very helpful to think of a boat bottom as an upside down bridge. The main difference is that bridges are not subjected to any force from the under side. But boat hulls are subjected to forces from both sides.
It is also helpful to think of a boat hull not as a continuous, single skin, but as being made of panels that span the stringers and frames. In hull design terms, the span between supports are referred to as panels. These are the unsupported distances between supports.
When designing a hull, it is the thickness and strength of the unsupported panel to resist bending forces that is of critical importance, precisely because the panel is not supported.
Our previous discussion talked about the differences between flexible and rigid hulls. The amount of flexibility of the hull panel is dependent on frame spacing and strength. For the purposes of this discussion, we'll assume that the framing system is completely rigid.
There are very few pleasure yachts built in which the framing is so close and the panels so thick that some bending does not take place under heavy load conditions.
In fact, flat fiberglass panels have a high modulus of elasticity, meaning that they can bend a lot without damage to the panel. This is one of the features of reinforced plastic that makes it so forgiving.
But that forgivingness induces the tendency for designers to stretch things a little too far in terms of what they can get away with. If that weren't true, we wouldn't have so many boat hulls with structural failures.
Fiberglass Laminates
Fiberglass laminates, because they're not a rigidly controlled, machine made substance, are subject to human error and variance in their uniformity. Neither the thickness nor the quality of the lamination are subject to much control.
This means that while the same laminating schedule may be maintained throughout a model line, the resultant strength of fiberglass hulls can vary widely from boat to boat.
Tests have shown that laminate strength on nominally "good" laminates can easily vary by +/-33%. By "good" it is meant that the laminate has no major defects, but rather simply variance in resin/glass ratios.
This also explains why one of an apparently same series of hulls fails while others don't. All surveyors who are serious students of hull failures have encountered this anomaly that often seems to defy explanation.
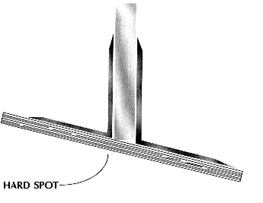
Example of hard spot caused by improper stringer design and installation. Bottom hinges around hard edge of stringer wood core. At right (or bottom), wood core is elevated by a soft material so that it does not touch the hull skin and the load is bourn by the more flexible tabbing.
When investigating bottom panel failure, it is economically unfeasible to attempt to evaluate the strength of a large panel, particularly one without a uniform shape.
To do so, every square inch of the panel would have to be analyzed. However, if we could, there can be no doubt but that we'd find all sorts of imperfections and defects.
To illustrate an extreme example, in one case I found two candy bar wrappers laminated into a hull. Accumulated saw dust caused by the lay-up shop being located near the carpenter shop is yet another, not to mention the fact that lamination is a sloppy, dangerous job that often entails a very high turnover rate in workers that makes training very difficult and costly.
The point here is that final product values usually end up considerably below design strength unless the designer leaves a healthy margin of error. Assuming of course, that a degreed engineer is involved which, in many cases there isn't.
So what we end up with is many builders who utilize trial and error and experience as a means of determining the lay-up schedule. The conscientious builder will usually slightly over build, while the profit-minded builder will skimp where ever possible. And here is where the problems begin.
Causes of Panel Failure
There are three primary causes of panel failure:
- Inadequate design strength or thickness
- Design shape error
- Lay-up faults.
These can be stand alone problems, or may appear in any combination of the three, including all together.
Assuming that a hull is properly framed out, and that the laminate does not have serious imperfections, panel damage and failure can occur when the panel is too thin.
While fiberglass is flexible, there are limits on how much it can bend before structural deformation causes the plastic to start disbonding or shattering. Bending, as we know, causes tension on one side of the laminate and compression on the other.
Compression causes the plastic to crumble around the glass fibers. Tension causes interlaminar sheer that works to separate the plastic from the fibers, or ply from ply.
Now, in a typical laminate, particularly one using weaves, we have fibers running in all directions. On the tension side, the fibers prevent the plastic from deforming up to the limit of the strength of the fibers. When the stress exceeds the strength of the bond of the plastic to fibers, these fibers then pull loose.
When the bending is repeated hundreds or thousands of cycles, this process then results in significant weakening of the panel. You can't see this damage, but it is there.
This weakening becomes progressive and so the panel starts bending more and more. Eventually, stress cracks begin to appear, usually first on the exterior, but also on the interior particularly, if the inside of the hull is gelcoated or painted so as to show up the cracks.
If this condition continues long enough unchecked, it can eventually result in fatigue failure of the panel. In the real world, this description of factors is rarely this simple. All sorts of design defects and other faults may exist to compound the situation.
Simple panel failure caused by inadequate thickness is both common and easy to detect. Panel failure unrelated to any other factors always occur near the center of the panel, or the periphery of the dimple caused by deflection. That is because the center is the area least supported by frames.
Hard Spots or Hinge Effect
Panel failures that occur close to, or exactly at the intersect of a frame (here a frame is meant to be any structural member), then there is a contributory cause. This is known as the "hard spot" or "hinge effect." Obviously, were the panel thick enough, no hinging would take place, so hinging is always compounded by other faults.
When a panel bends, at some point near a frame that bending is going to be resisted by the frame. If the bending occurs exactly at the intersect of the panel and frame, there exists at this point an abrupt resistance to bending.
This sudden resistance causes a bend to occur with a very short radius, and it is the radius of the bend that has everything to do with how much bending can occur without damage or failure.
The shorter the radius of the bend, the greater the compression and tension load, the sooner structural deformation begins. This is why frames and bulkheads should never make sharp intersects with either bottom or side panels.
Short radius bends are prevented by adding bosses or fillets in way of the panel/frame intersect. This spreads out the load over a wider area, increases the radius and reduces compression/tension loading. As previously mentioned, panel defection in itself is not a bad thing.
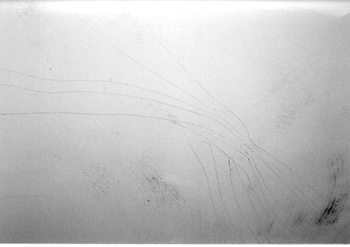
Stress cracking is one of the visible effects of panel deflection. In this case, the panel was dimpled or "oil canning" as the eliptical array of the stress cracks indicate. The number of cracks tends to indicate the severity of the deflection or bending.
This short radius or sudden change in direction is what is referred to as hard spots or hinge effect. It means the panel is bending sharply around the frame or anything else inside the hull that is rigid such as a deck support post or a fuel tank bed in contact with the hull.
Stress Cracks
Stress cracks are the warning signal that a panel is bending beyond the limits of its strength. Stress cracks can appear either as a result of a one-time event such as slamming hard off of a wave, or it can be the result of repetitive stress cycles.
This is one of the things that makes the evaluation of stress cracking so difficult. My 30 years of experience suggests that fairly large numbers of boats sustain single incident stress cracking with no evidence that the damage becomes progressive.
On the other hand, this can be extremely hard to know with any certainty because no one has the ability to follow the life history of a boat. Yet, because the surveyor encounters so many boats with stress cracks on the bottom, it is the surveyor's task to make that evaluation.
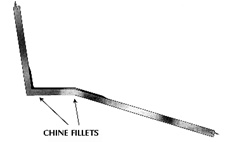
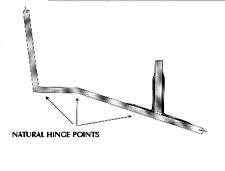
Natural hinge points such as chine flats and other angular surfaces require the build up of extra laminations called fillets which add extra strength. Lacking these, bending and stress cracking is likely to occur.
Most stress cracking occurs as a result of repetitive panel bending or hard spots caused by improper design of internal components, combined with inadequate panel thickness.
This type of stress cracking is usually progressive because the bending is not intermittent, but occurs nearly every time the vessel is used. The great difficulty, and therefore the great danger to surveyors, is that most boats get used more often in calm water conditions so that a potentially dangerous condition can exist for years without ever resulting in a failure.
It can happen that a boat with a weak bottom is used only in protected waters where pounding almost never occurs. Then, suddenly, the boat is moved to another location where the conditions are different, and now the hull is subject to frequent slamming and stressing.
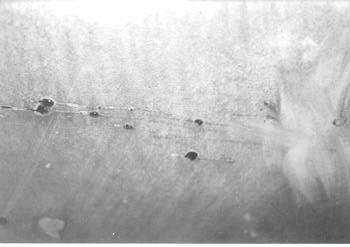
The hinge effect, or stress cracking initiated by hinging off of an internal structural such as a stringer, produces parallel cracks such as these. The deposits made by weepage of styrene based fluids indicates that the cracks penetrate well beyond the gelcoat.
Evaluating stress cracks is very difficult and there are no clear-cut rules. Every case has to be evaluated independently.
Yet hard spots are easy to identify because the area of cracking is usually small. It may show as a star burst pattern, as concentric circles of cracks, or a short series of parallel, arcing cracks.
These are easily evaluated simply by going to that exact point on the interior to see what is causing it, and then to recommend a method of eliminating the hard spot. Moreover, reinforcing an apparently weakened panel is usually not difficult to accomplish.
Cracking due to Overall Panel Deflection
Cracking due to overall panel deflection is also easy to detect, but much more difficult to evaluate.
On bottoms painted with anti-fouling paint, remember that the paint is very brittle and does an excellent job in magnifying cracks. Cracks will usually appear in the paint long before they will show up in gelcoat which is usually a bit more pliable.
By removing the bottom paint, we can usually find out if the cracks also show up in the gelcoat. Be careful not to obliterate cracks in gelcoat by scraping as this is easy to do.
If cracks don't show up in the gelcoat, I'll use my finger and try to rub dirt over the surface to try to get invisible cracks to show up, then wipe clean with a rag. If the cracks are serious or old, they'll stand out. If nothing shows up under the paint, it would be a fair assessment to assume that the weakening is not serious.
Age of Boat
The age of the boat plays a very important role in evaluating the significance of stress cracking. This is because older boats have been subjected vastly greater number of stress cycles than newer boats.
If cracks show up in the paint on an older boat, but don't appear visible in the gelcoat, or are only faintly visible, I usually dismiss them. If the condition has existed for a long time and there's no evidence that it is highly progressive, I feel safe with that judgment.
Prominence of Cracks
The prominence of cracks is another indicator of their significance. When cracks initiate, they usually start out as a very fine fissure.
As cracks age, the very sharp edges of the crack will erode over time. That means that the appearance of the crack will be wider or more prominent.
Cracks that stand out prominently should be regarded as a red flag. Cracks that are old and progressive will stand out clearly, even after you've scraped bottom paint away.
At this point, the cracks will appear as a clear black lines. If bad enough, they will clearly reveal a fissure. Remember that stress cracks that appear on the exterior bottom are the result of the tension side of the bend since compression loading tends not to produce cracks.
Examining the same area on the interior is likely to tell us much more about the significance because the tension loading may appear on this side also, depending on how the panel is bending.
However, this is only true if the interior is coated with gelcoat or paint. If it is a raw laminate surface, stress cracking may or may not show up, especially if the surface is very dirty and permanently stained. Dirt and oil may work its way into the stress cracks and completely obscure them, even if you wipe the surface clean.
Number of Parallel Cracks
The number of parallel cracks is another indicator of how serious the condition is. When there are 4 or more parallel cracks, there is good reason to believe that panel bending is going beyond load limits.
But, again, we have to evaluate in terms of age. If its a fairly new boat with a three or more parallel cracks, odds are that this is a progressive condition that could ultimately lead to panel failure.
Sail and power boats tend to exhibit different cracking patterns. This is because sail boat bottoms are usually curved while power boat panels tend to be flat.
Flexing convex curves result in the condition known as oil-canning which produces large dimples that can reveal circular patterns of cracking, or cracking that appears in a parallel series of arcs. This condition should be considered as dangerous with a high potential for ultimate failure.
Power boat panel defection tends to parallel either hull stringers, bottom strakes or bulkheads. It will only show up as curving arcs if the panel defection is severe in conjunction with oil-canning. This happens rarely, so when it does, beware that the problem is very serious indeed.
The most common cracking is found inside the concave curve of a strake. This is because the strake forms a natural hinge point, or a hard spot. Strakes that are not filled and filleted almost invariably end up causing stress cracking.
This is easy to determine by looking to see if there is a strake depression on the interior of the hull. If there is, the strake has not been filled and filleted and is the cause of the cracking.

Stress cracking appearing transversely across a bottom strake.
In this case, it was caused by a 27' boat having only one structural bulkhead, located in the wrong place and no transverse framing.
Torsional twisting of the hull caused the cracking which is on the verge catestrophic failure.
Improperly installed stringers often cause hard spots, particularly in smaller boats, that results in cracking and possible ultimate long term failure. This is usually very easy to detect by sounding the bottom and locating the stringers. Again, it is the age of the boat and the severity of the cracking that determines its significance.

These stress crack appearing on the interior bottom under an engine were nicely shown up by black diesel oil via the capillary effect.
The 11 parallel cracks indicate that the degree of panel bending is severe and the possibility of failure must be considered. In this case, there were an insufficient number of transverse frames.
Delamination
Delamination, contrary to what one might expect, is not a common occurrence in conjunction with panel deflection and stress cracking on solid laminates. In fact, it is very rare. Out of 3600 surveys, I can't ever recall having found any.
Panel bending does not produce enough interlaminar shear to cause ply separation unless the panel contains defects and the bending is very serve.
Still, its a good idea to tap around a bit when cracks are visible. However, delamination is often found after complete panel failure occurs - i.e. the panel splits open - but this happens as a result of the final fracturing and stress initiated during the final failure mode, so it is not wise to use the absence of delamination as a positive evaluation factor.
Cored Bottoms
Cored bottoms are an altogether different story. But then a cored bottom is a problem just waiting to happen anyway. Coring a hull bottom is just plain foolish, no matter what any builder or the glowing reports in the magazines may tell you.
Remember that these people get their income from advertising revenue derived from the people who advance these materials. In other words, they are biased.
Core materials are simply too weak and hull bottoms take too much of a beating for cores to survive. When we find cored bottoms, the presence of stress cracking should be regarded with the same reaction as to skin cancer. Horror!
Here, stress cracking raises the potential for water ingress into the core, with all the attendant problems that poses, including the potential for delamination. When cores are involved, ply separation or delamination is highly likely. Consider the hull guilty until proven innocent.
We should be especially wary of sailboats with cored bottoms. If you get sued after a sailboat core fills with water or its keel falls off, take your lumps because you deserve to get sued for not finding the problem.
There is only one safe way to handle a cored sailboat bottom, and that is to declaim all knowledge of what is going on inside that core. You can't see it, test it or know what is happening inside unless a failure is already well advanced. Failures involving cored bottoms are legion.
Even worse, it can happen that there are no visible, outward signs of trouble before failure occur. Failures can occur suddenly, and without warning. Disavow all responsibility, in writing, in detail, and all ability to determine the condition of the hull.

To determine whether a hull is cored or not, look for those areas on the interior hull where the core terminates. In this photo, the core can clearly be seen standing out around the bow of this yacht.
Stress Cracking on Hull Sides
Stress cracking on hull sides is something that generally did not happen until the mid 1980's when builders began skimping on hull side laminate. Hull sides have gotten so flimsy in the last decade that its almost laughable if the construction of some of these boats wasn't so pathetic.
Hull side cracking is a problem that shows up almost exclusively in low to mid price range boats. The cheaper the boat, the more likely you'll find it.
This is rarely a problem to the hull side itself. The cracking usually occurs as a result of severe panting because the sides are thin and unsupported.
The sides themselves don't fail because the panels are so large and the flexing occurs over such a large area that the radius of bend is too large to cause damage to the laminate strictly as a result of panting.
However, because the stress is transmitted vertically up the hull side, the forces of interlaminar shear are very high. Therefore, delamination becomes a distinct possibility. Nowhere is this more true that in vessels that have been repowered with more powerful engines. In this case, total hull side failures have been known to occur even with high quality boats.
Hull side panting can be a problem because there are other things attached to the hull sides. Panting of the sides can cause disturbance not only to internal components, but also to the hull/deck joint. A boat with floppy hull sides is not very likely to have the deck bonded to the hull, but rather just be screwed on.
Panting hull sides almost invariably results in shearing of the hull/deck joint and complete loosening of the fasteners. This is why we find so many boats with the rub rails falling off. The screws holding the rub rails on are set into the hull/deck joint and the shearing load applied to these screws breaks them loose. See Also SCREW IT!
Hull sides should be generally sounded (cored or solid) and closely examined for stress cracking. Stress cracking is most easily telegraphed through painted on boot stripes because the paint is more brittle, so look for it there.
Because side failures are rare, the cracking needs to be evaluated in terms of the whole structure. The cracking is more likely to be a sign of other problems. Suspect bad deck joins and look for broken bulkhead tabbing. Also watch out for through hull fittings that may be loosened or damaged as a result of panting.
Liners
Builders are always searching for ways to reduce labor costs, and one of these is the use of interior liners. Experienced surveyors are all too familiar with the problems that liners present.
First is that a liner tends to obscure all internal structural members so that the surveyor cannot make an evaluation of the hull structure.
Secondly, liners tend to preclude the use of proper bulkheads and frames because a liner can't be placed where a structural bulkhead exists.
Thirdly, the design of the liner needs to substitute for the structural members is has displaced.
Fourth, the liner usually affords no access to examine its structure and how it is attached.
Liners are most commonly used in boats up to about 32' but have been found in boats up to 42'.
The larger the boat, the greater the potential for trouble because of this tendency of liners to displace or eliminate traditional framing methods.
Boats with liners over 30' are known to have a disproportionately larger number of structural problems, a situation that is entirely predictable.
When liners displace bulkheads and frames, several things happen. First, the hull becomes highly prone to twisting or wracking.
When bulkheads are eliminated, unsupported panel size naturally increases. And when that happens, panel deflection and failures increase.
Because the liner usually covers up so much of the interior, this makes the surveyors job doubly difficult and exposes him to more risk of failure to locate serious problems.
Grid/Liners
Grid/liners are a new development in which the designer attempts to include all of the vessel's framing system into a full, complete hull liner.
So far, the use of grid liners is limited to only a few builders of small boats, but the idea is likely to spread because it presents the possibility of eliminating all the difficult laminating detail work of bulkheads and stringers inside the mold. With a grid liner, the detail work can be transferred to a low profile mold on the shop floor that is more accessible and easier to work.
While this may streamline production, this method has a number of problems. One is that the liner has to be bonded to the hull, and obviously the builder cannot laminate it to the hull once it is set into place. The only solution, of course, is to glue the liner into the hull. The problem with adhesives is that they only work perfectly under perfect conditions, something we don't see much of in boat building.
The only things that glue together well are parts with identically uniform surfaces. For example, gluing two pieces of wood together that are perfectly flat makes for a very strong joint.
But allow the slightest surface irregularity and the joint becomes very weak. That's not just true of wood but any material. Unfortunately, the interiors of laminated hulls can hardly be called uniform.
Will the grid/liners remain bonded to the hull? Only time will tell. Our experience with bonding putty in cored hulls tells us that there's not likely to be any better level of success in this application than for foam cores. See related article Hi Tech Materials.
Essentially what they are doing is spreading the glue on the interior of the hull, and then dropping the liner in and hoping that a complete bond takes place. The builder will never know because he can't see the results.
The bonding surface is just as likely, indeed, probably more so, to be full of voids or gaps where the two parts are not bonded together. And a void in a glue joint or laminate is a stress initiator that propagates delamination.
Sail boats utilize grid/liners more frequently. Fortunately, a sailboat hull is considerable more amenable to this design, both by its shape and the fact that they are not subjected to the forces of high speed.
Even so, one of the largest boats built with a full grid/liner was a Hunter 60 that experienced total liner disbonding and failure. Yet even their smaller models were widely known for liner failures.
If this method gains wider acceptance, its going to pose a whole new range of problems for surveyors.
Interior Effects of Weak Hulls
When liners are used, they either have to sit on top of stringers, the bottom, or be suspended from the hull sides. In either case, the liner is not completely isolated from the hull, and if the hull is experiencing problems with excessive panel deflection or panting, that deflection is most likely going to be transmitted to the liner in one way or another.
In sailboats, liners are either tabbed, glued to the hull or both. In powerboats, liners usually rest on top of stringers and are usually joined to the hull at the deck, whether by bonding or mechanical fasteners. Flexing of the hull is usually transmitted to the liner. Linered boats usually have a number of wood components inside such as cabinets, trim seating and the like.
These components are usually fastened to the liner with screws. If both the hull and liner are flexing, then it is common to find evidence of this. Look for screws backing out, misaligned parts, cracked moldings and little piles of wood dust that indicates friction against the wood. Unusually large gaps between parts or things like built-in refrigerators backing out of their holes are often indicators of trouble.
Extensive stress cracking in liners is another indicator. Theoretically, the liner should not be subjected to much stress, so when cracks appear the condition requires careful evaluation.
Be particularly alert to stress cracks around companionway doors and at the bottom corners of the sole or foot well. Serious cracks in these areas are a strong indicator of serious working. Another critical area in power boats is the coaming around the windshield area where the fore deck terminates into the cockpit.
Cracks in all three locations indicate serious trouble. If that's the case, also examine the hull/deck joint. If the screws are loose at the mid section, the hull is probably bending excessively and may indicate a serious structural design flaw.
The Effects of Speed
The faster a boat goes, the more stress it is subjected to. It follows, then, that high speed boats are considerably more vulnerable to design defects. This also means that any evidence of stress cracking or other problems needs to be evaluated relative to the vessel's speed, as well as it's age.
Unless you've had experience with high speed vessels in rough water conditions, its hard to appreciate the extreme forces involved. Considering how hard it is on the human body, its a little easier to imagine the stress on the hull.
High performance boats, those which are intended to give the impression that they're capable of being operated fast and hard, are those that are most susceptible to problems simply because they are used harder. And because of that, they are substantially less tolerant of design flaws.
A good example of this is a 41' Cigarette race-style boat which was really a tripple engine, 1400 HP, luxury go-fast boat. This boat was designed with stringers that steps in them.
That is, that the stringers had different heights at different locations in the hull. At the only full bulkhead in the vessel - the cockpit/cabin bulkhead, the stringers stepped down from 24" high to 12" high.
This created a serious stress initiator point which caused the stringers to fracture at this point. Not only that, but the bulkhead had broken loose because the hull was bending longitudinally so bad that the hull sides were bowing outward and the hull/deck joint popped open.
This boat had a full interior liner and no part of the hull other than the aft engine room was visible. The failures were foretold by serious cracks in the cabin liner, around the companionway door, as well as the very loose guard rails.
These cracks were sufficiently severe that it was clear that they were not the result of normal stress or improperly designed curves or a generally weak liner. The combination of all these indicators pointed to a hull that was starting to break in half.
In another case, also a Cigarette, the builder had tried a three, rather than four stringer arrangement, with one stringer on the centerline. Apparently the designer did not know that no stringer was needed at the vee of the bilge because this was a natural strong point. Yet stringers were needed outboard on the bottom panels where there was now only one on each side instead of two. The stringers on both sides fractured and the bottom split open.
Yet another was the case of a Wellcraft 40 footer which had only one transverse bulkhead, and in which the transverse frames were not bonded to the stringers. These stringers were very tall, glass over plywood, and when pounding occurred, the stringers buckled because, lacking any bonding to transverse members, they had no lateral stability because they were too thin. This hull began to self-destruct during the delivery from builder to the owner in less than 30 hours operating time.
Another builder designed and built perfectly good stringers, but then proceeded to drill them full of three inch diameter holes for reasons known only to the builder. The degree of ignorance displayed by these builders was truly astonishing.
Examples like this should lay to rest forever any assumption that boat builders always know what they're doing. All too often they don't. Surveyors should be mindful of the fact that, more often than not, boats are designed not by naval architects, but by people with no formal training whatsoever.
This is not to say that unschooled designers are not qualified. Many are if only by experience of trial and error. Unfortunately, too many people from the marketing department are actively involved with structural design when they shouldn't be.
These issues are raised, not to be gratuitously critical, but to point out how easy it is for a surveyor to take structural design for granted, and to fall into the trap of not looking closely.
Luxury and high speed are rather like trying to mix water and oil. The mix is not easy to achieve. The effects of speed multiply relative to the mass or weight of the vessel. To create a high speed yacht that does not start to fall apart when abused - as they are likely to be - requires some serious engineering, engineering that as often as not is lacking.
Paying close attention to these warning signs will go a long way toward keeping the surveyor out of trouble.
Related Reading: Hull Design Defects Part I





 Visit davidpascoe.com for his power boat books
Visit davidpascoe.com for his power boat books 




David Pascoe is a second generation marine surveyor in his family who began his surveying career at age 16 as an apprentice in 1965 as the era of wooden boats was drawing to a close.
Certified by the National Association of Marine Surveyors in 1972, he has conducted over 5,000 pre purchase surveys in addition to having conducted hundreds of boating accident investigations, including fires, sinkings, hull failures and machinery failure analysis.
Over forty years of knowledge and experience are brought to bear in following books. David Pascoe is the author of:
In addition to readers in the United States, boaters and boat industry professionals worldwide from nearly 80 countries have purchased David Pascoe's books, since introduction of his first book in 2001.
In 2012, David Pascoe has retired from marine surveying business at age 65.
On November 23rd, 2018, David Pascoe has passed away at age 71.
Biography - Long version