Core Materials
The
Hamburger Helper of Boat Building,
Reviewed in the Light of History
by David Pascoe
The roots of fiberglass boat building go all the way back to the 1930's when, so far as I know, the first reinforced plastic boat was built by Gar Wood in 1936.
Were it not for the Depression and W.W.II, production fiberglass boat building probably would have been initiated in the 1940's, but, as it was, really began in earnest in 1960 with the pioneers of fiberglass boat building, Bertram, Hatteras and Hinckley.
In the mid to late 50's, there were companies such as Glastron and MFG (Molded Fiberglass Products) who were turning out chopper gun boats by the thousands, which tended to fall apart in equal numbers. These were not pioneers, but simply companies taking advantage of a new technology to make money, so I'm not going to give them any credit as pioneers. Everyone knew that chopper gun stuff was no good.
- Wooden Boats to Fiberglass Boats in 1960s
- Early Engineering
- Baltec & Balsa Cores
- Balsa Cored Decks & House Tops
- Balsa Cored Hull Sides
- Aeropspace Industry & "Composites"
- Boat Building & Use of High Tech Materials
- Yesterday and Today
- Foam Cored Decks
- Foam Cored Hulls
- Should Hulls Be Cored Below Waterline?
Wooden Boats to Fiberglass Boats in 1960s
The work of BH&H was quickly recognized for the revolution that it was and by 1970 the number of wood boats being built dropped off to a small fraction of total production. Chris Craft, the lion of the industry, started making fiberglass cabin parts as early as 1959, and by 1965 the majority of its production was in glass. When Chris Craft switched over, everyone followed. The miracle fiberglass had arrived and boat building took off like a rocket. No more cutting and assembly of 2,000 wooden parts. Throw some stuff in a mold and presto! Instant boat.
Well, not exactly, but an apt comparison to the work involved in creating a wood boat. And while it cut labor costs dramatically, the cost of materials and tooling more than offset the labor savings, and the price of plastic boats went up. But no one saw it as a price too high to pay for a boat that didn't rot, or have to be sanded and painted every year. No, fiberglass really was a miracle material, as it remains to this day almost forty years later.

Knowledge and expertise are not a requirement for the boat building trade.
Here a builder tries to foam core a 1/2" thick flying bridge coaming. The cored laminate is left exposed, merely covered over with gelcoat. What made the builder think this was a suitable place for a core?
Another example of the use of materials employed with an utter lack of even the most rudimentary understanding of the use of the material. To make matters worse, he then mounts tower legs to the very same structure you see here and it collapses. Educated children could do better than this.
An even more important consideration was the calibre of skill involved in wood boat building. For all their parts and complexity, this was equaled by a tremendously skilled work force. The guys who built these things were not hammer and nails carpenters, but men from the cabinet making, and often the old wooden aircraft industry, with a lot of training under their belts. For this reason, wood boat construction errors were very rare. They understood not only fine wood work, but high production work as well. The situation with glass boat building is the exact opposite.
The problem for glass boats was that the cost of materials kept going up, while the market keeps demanding cheaper boats. Needless to say, something has to give, and it's not going to be the volume of boat sales because people can't afford well made boats. Oh, no. For a builder to stay in business, he has to turn out a product that people can afford to buy. If it's a piece of junk, like MFG and Glastron turned out in the early days, so be it. People will buy anything that they have no knowledge of.
Early Engineering
In 1961 nobody knew much about fiberglass. The Navy had been doing some work with it ever since the end of W.W.II. At first they made life boats with it. In fact, even John VanHoboken, Design Chief at Chris Craft didn't know much, and I'll tell you how I know that.
My father purchased a 1965 Chris Craft 38' Commander. When we drilled a hole in the bottom to install a transducer, it was OVER one inch thick. It was so heavy, we jokingly said that it wouldn't get out of its own way.
Only four years later, that very same model was laid up right down to the failure point. The first boats that were over an inch thick, were now around 1/4" and they were breaking. That didn't last long because they just increased the laminate a few notches.
The point here is that what we had here was in-product testing, e.g. using the product as R&D. And unfortunately, we still have a lot of that going on today.
Back then, it wasn't much of a problem because a solid laminate is a pretty simple thing. Just as a carpenter with no engineering training can build a perfectly good house because he "knows" wood, so could a boat builder build a good boat by "knowing" how much to use here, how much there, and so on.
But that did not last long, for things were going to change in a big way. Seat of the pants engineering would no longer work with the introduction of a wide variety of new materials or variations thereof. Instead of having just a few basic materials to have knowledge of, the number of possibilities was about to multiply greatly.
Baltec & Balsa Cores
Along came a guy in the balsa wood business, the founder of Baltec. His business was not doing well because the applications for balsa wood, mainly the aircraft industry, was declining, so he was diligently searching for new markets. Then he discovered the newly formed Hatteras Yachts and the use of balsa as a core material was born. To this very day, a majority of boats are still being built with balsa cores.
Balsa Cored Decks & House Tops
The need for cores was quickly recognized for use in large flat expanses of laminate such as decks and house tops. Fiberglass laminate was too heavy to use it in the thickness required to make decks solid enough that they didn't bend or deflect. That's because reinforced plastic is a bit too flexible. Very strong, but it does bend.
By sandwiching end grain cut balsa between two layers of fiberglass, this creates the effects of a truss and significantly stiffens up large flat panels. It was a perfect solution for floppy decks but for one thing: balsa is wood, and it will absorb a lot of water.
As long as you design the structure right, with no fasteners going through the core, water won't get into it and it won't be a problem.
That notion is well and good but for one thing: Boat builders understood this, but no one else did. So people went merrily on their way drilling their decks and house tops full of holes to mount things. Water then got into the core and 10, 15 or 20 years later we're back to floppy decks again because the core eventually rotted.
Balsa Cored Hull Sides
Next, they started using balsa to stiffen up hull sides because builders realized that they could cut some material out, ostensibly save a little money on thinner laminates. A few builders decided to go whole hog and use balsa for the entire hull, with disastrous results. One cannot use balsa underwater and not expect it fill up with water, which is what they all did. Ergo, the rule in boat building became: core only to the waterline.
This worked out pretty well because people generally don't go drilling the hull sides full of holes like they do the decks and house tops. Of course there were always a few, but by and large, balsa coring in hulls sides worked out just fine. Made the boat much quieter inside, too.
Aeropspace Industry & "Composites"
Then came Sputnik, Yuri Gagarin, and John Kennedy who wouldn't be bested at anything (Not the least of which were the women of his extramarital affairs. Democrats can't understand why people make such a big deal over Clinton and Monica. Kennedy had Marylin Monroe, for gosh sakes! Quite a difference there. Who could blame anyone for boffing MM?) and we're off to the moon.
Estimates were that it cost a million dollars a pound to put something in space, so we needed some new light materials. The techies in the aerospace industry had their eye on reinforced plastics and began diddling around with it. The more they diddled, the more they liked it. Glass fiber wasn't strong enough, but they knew that DuPont had come up with a new fiber called Kevlar, and a lot of work was being done with carbon fiber.
Ultimately, the aerospace industry revolutionized reinforced plastics, now called "composites." They were making all kinds of ultra high strength, but very light parts from these new concoctions, and naturally it had to catch the eye of boat builders. Cored structures were increasingly being used for interior components such as bulkheads and panels, particularly in commercial aviation.
Boat Building & Use of High Tech Materials
Boat builders wondered how they could use these materials in their products, but there were several giant obstacles in their way. First, these new materials were very expensive and, secondly, you can't employ unskilled, immigrant labor to utilize them. The complexity involved in the use of this stuff was tremendous. That did not stop them from trying, of course.
Because of the high cost and degree of skill required in application, there wasn't and probably never will be an application for them in boat building which, after all, is a rather low tech, low capital business. They're not exactly General Dynamics or Martin Marietta, mind you.
Wise builders stayed away from high tech, seeing nothing but trouble in it. But a bunch of small builders, who could least afford to do so, leaped in where wiser men feared to tread. And so we had our first foam and honeycomb cored boat hulls that ultimately fell apart simply because they were using a new material about which they knew almost nothing. But the stuff had lots of fancy names like Divinycell, Termanto, Airex and Kledgecell, and it was easy enough to sell the public that the second coming of the messiah had finally occurred.
A lot of bankruptcies followed thereafter, and foam cores were tarred with a bad reputation. In fact, all cores were tarnished, even though most people were buying balsa cored boats and not even knowing it. People said, "No way I'd own a cored boat," oblivious to the fact that they already owned one.
Economic conditions continued to apply a great deal of pressure on builders to reduce costs and increase profits. The 1989 recession wiped out over half the U.S. industry, and most survivors concluded that their boats were just too expensive to produce. Prices had tripled in preceding decade-and-a-half, although inflation running as high as 18% accounted for most of this. Still, the boat that cost $30k in 1972 cost $100k in 1985 and sales were dropping through the floor.
A graphic example of a major laminating error.
The white stuff is the bonding putty that is supposed to adhere the core to the fiberglass. As you can see, it bonds neither.
Here the core does not even come in contact with the adhesive and the laminators have no way of knowing whether it does or not.
The construction process of this yacht was nothing more than guesswork. A very heavy price to pay on a 60' yacht.
As we all know, the cost of boats never did go down, but neither does the cost of much of anything. It remained a fact of life that boats were built by hand, and no mater the cost of materials, labor is uncontrollable.
Unlike most other industries, boat building was not amenable to automation. The industry could not be consolidated into the "Big Three" as the auto industry was (although many tried), and no builder would ever be able to capitalize a major plant automation.
Those that spend a lot of money on plant only lived to regret it when they found themselves heavily in debt when the next recession inevitably arrived. There was no getting around the fact that fiberglass boat building was sticky, gooey work that had to be done by humans.
So all that was left to do was to keep working to cut the amount of materials and the amount of labor required to employ them. That meant using less material in more simplified operations. The application of high tech materials and methods from aerospace was anathema to boat building. High tech meant more costly, more labor intensive materials. Exactly the opposite of what they needed.
As with everything else we buy, technology plays as much a role in marketing as it does in the actual creation of the product. Sometimes more, as in the case of boats.
If you grab a handful of brochures at the local boat show, it is immediately apparent that high tech is a major selling point. It's what people want to hear, never mind they don't understand its meaning. It sounds good, so that's what they're going to say. Hard to blame the marketing people for that. You succeed by giving the customers what they want. Or at least create the allusion.
Of course, a lot builders aren't going to just create the allusion, but actually try to live up to people's expectations of the miracles of technology. Yes, builders and designers (at least most of them) understand this, but we, the public, have them in a box. They either produce miracles or else.
And here's where the trouble begins. Boat building already had its miracle, it was called molded fiberglass. Like the modern radial tire, it's been around a long time, and no one has had much success in improving it, despite all the hype.
Tires have been much the same for over 30 years with no significant improvements at all. Despite endless advertising to the contrary, your tires behave the same as they always have. They last about as long as ever, and they still go flat when you run over a nail.
It's hard to accept the fact that some things are as good as they're going to get, but it happens. If you think about, there are a lot of things that can't be improved. They are already perfect.
Compare this with boat building. Have boats become better, more reliable as a result of all this technology? No, they haven't. In fact, they seem to be regressing toward the early days of MFG and Glastron. Dispose-A-Boats. Good for ten years and grind 'em up. But the public cannot afford that, and so boat sales are again declining at an alarming rate.

How would you like to have a boat made of this stuff. Picked up out of a builder's shop who was coring the hulls of 26 footers, it caught my attention because I could crumble it between my fingers.
Yesterday and Today
The simple fact is that the materials and methods used to build boats in 1965 remain good enough to continue to be used today. 1965 technology (if you can call it that) is perfectly suited to build good quality boats to this day.
In fact, most boats are still made with the same basic materials, although the advertising has fooled you into believing otherwise. The primary difference is that they are USING LESS OF IT, and substituting cheaper materials for more expensive solid laminates. Speaking of solid laminates, that's what I mean by 1965 technology.
When it comes to the use of core materials, they are employed not, as was originally intended, to stiffen up flat structures such as decks, but to replace more costly material with less costly material.
In essence, where there used to be solid laminate, the space is now filled with air, because air is what most cores are all about. It would be one thing if these cores were serving to make structures stronger. Instead, they are being used as an excuse to eliminate frames, to make unsupported spans of flat surfaces even larger. It costs money to add frames: use a core and eliminate the frames. In most cases what we end up with is not a structure that is stronger, but weaker. Typical examples of this are hull sides and decks.
The average entry level cruiser has a cored foredeck with virtually no frames. Jump on it and it's like a trampoline. No problem, except when you do jump on it, and that deck flexes, what is happening is that the core is separating from the outer laminates.
A cored structure is designed not to bend, like a bridge. When you do bend it, bad things happen, like the bridge or deck starts to fall down. Much the same thing is going on with hull sides.
Most small boats don't use foam cores, but use products like CoreMat, a material that sort of looks like that absorbent material you find at the bottom of meat packaging. It's a fibrous material with millions of little holes or perforations through it.
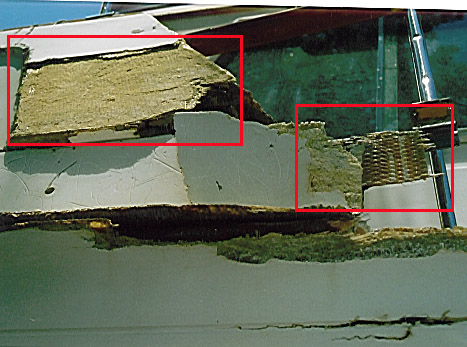
Hurricane damaged boats give us a great opportunity, not only to see how good layup workmanship is, but how well materials perform under destructive testing.
This is a Grand Banks 46 for which more of the damage was caused by poor workmanship than anything else.
The box at upper left shows where a material like coremat was used. I just grabbed onto the outer laminate and tore it right off with ease, in this and many other areas.
The bonding strength was EXTREMELY poor on both sides of the material.
In the box at right is a roving laminate that was not bonded AT ALL. It was a direct roving-to-roving laminate, which is an improper laminating method. You can tell this by the shiny surface.
There were extensive areas like this throughout the hull. This boat should not have had half the damage that it actually sustained.
It would be great stuff except for a couple of things.
First, it absorbs water like a sponge. Small boats never had much of a blistering problem until products like this came along. Now they blister just like Taiwan boats that are loaded with chopped strand mat and blister like a banshee.
Secondly, very thin cores like these do not create a structural truss like a real core does. Cores increase strength by separating the distance of the load between the inner and outer skins. Think of the skins as beams, and the core as columns. The effect is exactly the same as a roof truss. But not when you use a thin sheet of this stuff. All it does is replace strong material with weaker material.
Take a typical cruiser, use a core like this in the house sides and then paint it black. Set it out in the Florida or Texas or Alabama sun for a few years and watch what happens. Ooooh! Weird! It buckles and cracks.
Want to know why? Or do you want to know why the builder didn't know what was going to happen? Or did he care? Oh, no, he simply didn't know because he doesn't employ any composite engineers. The material salesmen designed the thing for him, so he's happy as a clam thinking he saved some money and can now tout "high tech."
What happened, of course, is called heat distortion. Every place a laminate is held rigid, like around a window frame with screws through it, the material expands but is restrained by frame and fasteners. And so it does the only thing it can do, it buckles and cracks.
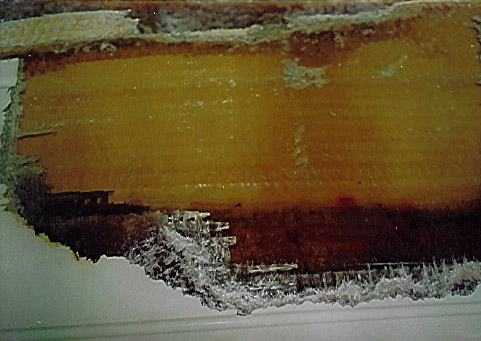
Here's another photo of our Grand Banks, 1989 model, considered by many to be the premier of its class.
What you see here is an area on the hull side where I grabbed ahold of some cracked laminate and just yanked it right off.
Total area size is about 10" x 24". There was absolutely no bond here between these two layers of roving.
At the very center of photo, you can see where a few fibers managed to stick. If they have this much trouble with major errors in solid laminate hulls, imagine what it's like with cored hulls.
Any more questions why boats blister?
Foam Cored Decks
Foam might seem like a great replacement for balsa, since it doesn't rot. But that doesn't mean it won't deteriorate. It can and it does. By a variety of means and methods.
The problem I have with foam is this:
Balsa is balsa, and it doesn't come in 100 different formulations. With balsa, you know exactly how it's going to behave under all conditions. Not with foam.
Try looking at a piece of foam and determining what it is. No way. All you can do press your fingernail into it and determine its density and compression strength. Or bend and break it.
You already know a lot about foams because you see lots of it used in packaging and insulation, so you know most of it is not very durable stuff. In fact, put it out in the sun for a couple of months and it will literally disappear. It evaporates. Literally.
Then pour some solvents on it. Go into your paint locker and you'll find at least one that will dissolve it. Put it on the ground and step on it. Crushes pretty easy, no? Work your fingernails into it. Crumbles real nice, does it not?
Now apply some heat to it. Doesn't have to be much, just bring a match near. Try to burn it with the match. Burns like crazy, right? Hot and fast.
Now try the same things with a piece of balsa. In virtually every category, balsa out performs the foam.
And when it comes to biodegrading (meaning rot), in many cases the balsa will still outperform the foam. Balsa, like teak, contains a toxin that fungi doesn't like. It doesn't rot until that toxin leaches away.
Another Problem: Most foams used in boat building have very low heat distortion values. Basic PVC foam Heat Distortion Temperature is around 150 degrees.
That's about the temperature the white deck gets baking under the summer sun. Add some color to the surface and temperatures will begin to soar. I have measured black painted surfaces on boats as high as 237 degrees. That's why you see foam cored boats with painted dark trim, or dark gelcoat colors, that look like a checkerboard.
Heat distortion is irreversible. These foams will also begin to stretch or creep when heated, resulting in the laminates losing their design strength. Structures can actually change shape. The HDT of balsa is 360 degrees.
The shear strength of most PVC foams is around 40-60 psi; some are much lower. Balsa is 400 psi. Not much else to say about this.
Why on earth would anyone want to use a material like this? But you know the answer already. Money. Do you really want a boat made with this stuff? Or do you want a boat made with a material that at least you know how it performs? The problem, you see, is that we do not know the properties of whatever foam is used in a boat.
We may be able to determine that it is foam, but that's all. Which of the endless varieties of it may be, we have no idea, and so nothing can be said for how it will perform. After all, performance is proved by application experience, but if we have dozens of varieties of the material, who can keep score? Surveying foam cored boats gives me the willies if only because I don't know what's in there.
Foam Cored Hulls
As I have shown, foam and balsa do not behave the same in their specific structural qualities. Balsa has a lot of advantages that foam does not. For example, because of the exposed end grain, when you coat it with resin, the wood cells suck up that resin via the capillary effect and makes for an extraordinarily strong bond. It does not require any special adhesives as many, if not most, foams do. All the laminator does is press it right into a layer of wet resin, and if there's enough resin there, it isn't ever going to come unstuck.
We can't say that for foam because the texture of foam is very coarse, and it does not suck resin up into the cells because foam cells are round, not tubular like balsa. The bond it makes to resin is so weak as to be unacceptable. Therefore they have to use a thick paste-like adhesive (shown in the top photo) that will press into the round cells a little better. It's hard to see how the builder gets any benefit from this because his labor cost has just gone up because the laminators now have to fool around with this gunk, which also costs more money.
All this just to get the darn stuff to stick, which they have a hard time doing. As you can see from the nearby photo, it doesn't always work out as planned. Wouldn't it have been easier and cheaper just to lay in a few more layers of fiberglass? I think so.
Sloppy work is much to blame here, but so is the complexity of the material. Would this have happened with balsa? The answer is much less likely because they don't have to deal with the extra material, the putty.
The complexity of the process thus becomes a major factor when you are dealing with low skill, low wage workers. All this does is to serve to increase the potential for error, something that the builder ought to be avoiding at all costs. The cost of one faulty product can wipe out the savings from any particular process across the board, rendering all benefits null and void.

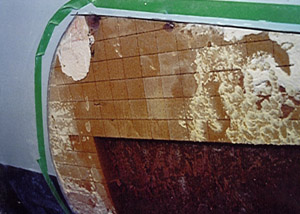
Lay up errors are hard to capture with photography, but here is prime example of what one looks like that is easy to discern.
The checkered pattern here is incomplete bonding of woven fiberglass fabric on a large sport fisherman. This condition involves the entire hull. The hull of this boat is irreparable and ultimately failed.
The cause of this is a result of a lack of supervision of the lay up crew that did not follow proper procedures.
There is that thing call the law of diminishing returns. It states that the potential for error rises proportionately to the complexity of an operation. Exemplified by the acronym KISS, it is particularly applicable to human skills as opposed to automation.
Machines do not get distracted, forgetful or emotionally unstable; people do. People make mistakes in proportion to the complexity of the things they do because they are distracted or simply don't care to do it right.
Compounding the problem exponentially is that most builders have little or no lay up supervision. They aren't about to pay a salary for a supervisor to stand there and watch their work. When errors occur, they usually go undetected.
Since I babble on endlessly about the disvirtue of "price" boats, lets consider a moment the cost of a supervisor. Say he's paid $30k per year. With benefits and social security, the cost to the employer would be around $40k. If he supervises 40 boats per year (and that's a lot) he adds a cost of $1,000 per boat, regardless of the value of the boat. If the wholesale price of the boat is $15k, he's adding 6.6% to the cost at wholesale, and probably 10% at retail.
Does this paint a clear picture of the nature of the beast? Will you pay an extra 10% to ensure that your hull won't fall apart? No, you won't, and that is the reason why there is no supervisor, no quality control, no nothing. Oh, yes, they have a guy that makes sure that the boat LOOKS good, but not one that makes sure that it IS GOOD.
So it is that we end up with problems like this in foam cored boats that almost never appeared with balsa cored boats. Instead of making a boat better, it made it worse. Does this mean that foam is not a good material? Well, some are, many aren't, but our problem in answering that question stems from a lack of knowledge created by the large variety of foams produced and used. A majority of production builders still use balsa, and of those who do use foam, all but a few only use it in decks and superstructure. The most prominent use of foam comes from custom and semicustom small shops where owner involvement and the degree of control is very high.
Should Hulls Be Cored Below Waterline?
I don't hesitate for a moment in saying no. Not with any kind of material. The risk is too high that something will go wrong, mistakes either by the builder, the owners of the boat, or someone working on it.
We all know that it's hard enough to keep the superstructure of the boat from leaking, but to keep water out of a core below the water line may nigh well be impossible. Fiberglass is known to be water absorbent enough as it is without adding more risk to the mix. To do it right requires a very high degree of care which can ultimately be compromised by something as seemingly innocent as running a screw through the laminate somewhere in the bilge. it's just too easy to make a mistake.
The other problem with coring a bottom has to do with the inability to calculate and estimate stress on complex shapes. It's easy enough to calculate stress on a flat panel, but change the contours of that panel, introduce the factors imposed by human error, and any benefit that might have been obtained by coring the bottom is long lost.
The risk of error multiplies exponentially, far beyond anything that is suitable for high production building. The smaller the boat, the more true this is due to the scale and economic factors. It's one thing to core a 110 footer that costs 8 million, something else again for a boat that sells for $100k or so. The fact that the economic viability is not there for small boats translates as the builder cutting corners to turn a profit with a process he shouldn't be using.
To give you an idea of how high tech materials and complexity issues cause problems that bite the boat owner in the butt, here are some quotes from Composites Fabrication Magazine, Sept., 1998: The Conflict Between Cosmetics and Structural Performance of Laminates, by Rob Schofield, Naval Architect. Referring to a commonly used resin, DCDP:
"A large number of cracked parts appeared in the late 1980's and still occur today, for laminates made with DCPD resins."
"A large number of cases of delaminations and debonded framing have also appeared for parts made with DCPD resins, with the attendant claims against fabricators."
"The second problem of the DCPD resin blends is the fact that secondary bonds are difficult to achieve, such as for tabbing, framing, and interrupted-sequence laminate groups."
"Blistering will generally occur with filled resin systems (gel coat) exposed to the marine environment."
Also by Mr. Schofield in a different article:
"Straight PCV foam cores have a very low Heat Distortion Temperature, and structures built with it should not be left out in the sun. Things improve a bit as we move into the rigid PVC foams [Most widely used in boat building, D.P.], but not by much . . . balsa does phenomenally well as a high temperature core."
This is but a miniscule sampling of the technical problems of ordinary boat building as discussed by the experts, published in a trade magazine. Looking at our Grand Banks photos, it is easy enough to see that this is exactly what Mr. Schofield is talking about. Bond failure due to resin shrinkage. Here's a few more:
Mr. Schofield in Proper Evaluation of New Core Materials, same publication, July, 1998:
"Materials technology is changing at a blurring rate."
"Advertising brochures for the majority of these materials are full of "information", but the important core properties . . . . are frequently missing."
"In many instances, a fabricator will attempt to try out one of these new cores without having the proper evaluation information. In such a case, the design of products incorporating the new material is based on an educated guess . . . [emphasis mine] . . . this approach often ends in failure and unfair 'blackballing' of the material."
"Relatively brittle foams, such as polyurethane, particularly suffer from short fatigue lives."
"What may not be so obvious is the long term effect of water or fluid percolation through the core over time."
All of which means that you run a big risk in buying a cored hull when you could easily avoid that risk by buying one that's not. Could the reasoning be more simple than this?
What I have described to you here is a crude approximation of the problem. In truth, it's a lot worse than that, because of the large number of new versions of the same materials. The dozens upon dozens of variations of glass fabric is just one example.
The point here is that anyone who wants to learn all there is to learn quickly discovers it's enough to fill a four year university course of study and then some. And now we have all these people out there building boats who do not have that training. Nor many of the people designing them. No longer is it even possible to experiment with materials in the product because no one could build enough boats to cover all possibilities!
After reading this, you may be surprised that this is not a treatise on core materials, but mainly about the application of the material in the lay up process.
You probably don't give a hoot what the builder's problems are, but you need to understand them if you are going to understand why there are lemons and turkeys, and how to avoid buying one. If you don't know this, then you'll find yourself lending a sympathetic, perhaps even eager ear to the alluring claims of technology.
But technology is not the problem; it's the application of it. It is good for some things, but not others. Most of the problems are rooted in the human element of construction, just as it is with a solid laminate.
The fact is that a very large percentage of problems with fiberglass boats, cored or otherwise, stem from the quality of the lay up process compromised by complexity induced errors. The rest are due to design and selection of materials, with faulty design leading the pack as the basis for structural failures. Which basically means that boat building is a low tech but complicated business that, in order to reduce errors, needs to be kept as simple as possible.
Anyone who has a house full of digital appliances these days -- and who doesn't -- can understand how complexity renders many products worthless. Something simpler is usually better than something complex, though at first something with a hundred buttons on it attracts us. Just love to push all those buttons. Until we discover that 84 of them are there only to confuse you. This principle is not readily apparent in boat construction, except when it becomes time to call your lawyer. Now that you know, this should never happen.
Related reading:
Cored Hull Bottoms: The Final Word - Posted July 12, 2001
Sea Ray and Balsa Core Bottoms - Posted November 20, 2002
Posted October 31, 1998




 Visit davidpascoe.com for his power boat books
Visit davidpascoe.com for his power boat books 




David Pascoe is a second generation marine surveyor in his family who began his surveying career at age 16 as an apprentice in 1965 as the era of wooden boats was drawing to a close.
Certified by the National Association of Marine Surveyors in 1972, he has conducted over 5,000 pre purchase surveys in addition to having conducted hundreds of boating accident investigations, including fires, sinkings, hull failures and machinery failure analysis.
Over forty years of knowledge and experience are brought to bear in following books. David Pascoe is the author of:
In addition to readers in the United States, boaters and boat industry professionals worldwide from nearly 80 countries have purchased David Pascoe's books, since introduction of his first book in 2001.
In 2012, David Pascoe has retired from marine surveying business at age 65.
On November 23rd, 2018, David Pascoe has passed away at age 71.
Biography - Long version